
Реверсивный инжиниринг (реинжиниринг, reverse-engineering) – процесс копирования объекта по уже готовомуобразцу, способ получения 3D-моделей и чертежей готового изделия по данным 3D-сканирования.
Задачи реверс инжиниринга:






Материал: сталь 20
Особенности изготовления: точность изготовление детали ±0,05мм
Применяемость: линия автоматической упаковки
Формулировка проблемы: вследствие износа цепи ленточного конвейера, состоящего из 125 звеньев, натянутых между двух барабанов, происходило провисания цепи и как следствие брак на упаковочной линии.
Решение проблемы: изготовления новых звеньев цепи с жестким допуском по межцентровому размеру 150±0,05мм для избежание провисания цепи методом реверс-инжиниринг.
Результат работы: создания полного пакета КД и 3d-моделей, изготовления требуемого количество звеньев цепи, а также сопутствующей штамповой оснастки для операции «подсечка» боковых элементов.
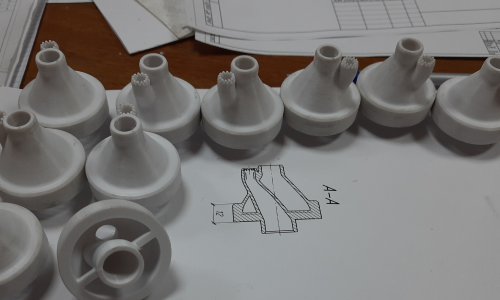


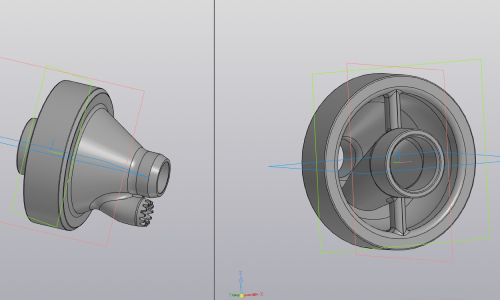
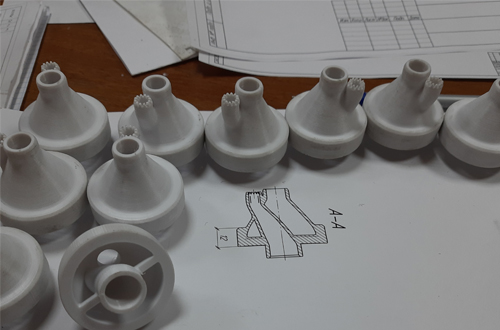
Материал: PETG-пластик
Особенности изготовления: усовершенствования конструкции
Применяемость: пищевая промышленность
Формулировка проблемы: к нам обратился производитель кондитерской продукции, которому требовалось заменить устаревшие дюзы (фильеры) импортной отсадочной машины на линии производство бисквитов, при этом ему хотелось усовершенствовать форму выпускного отверстия для создания своего индивидуального рисунка. Стандартные фильеры как правило выполняются из бронзового сплава с пищевым допуском, изготовления которых достаточно дорогой и трудоемкий процесс.
Решение проблемы: нами было предложено изготовить пробную партию дюз из PETG-пластика методом FDM-печати.
Результат работы: создания 3d-моделей с возможностью изменения топологии выпускного отверстия фильеры для получения требуемых эстетических свойств кондитерского изделия. В короткий временной интервал было изготовлено требуемое количество апробированных кондитерских дюз при минимальных финансовых вложениях.

Материал: SBS-пластик
Особенности изготовления: точность и гибкость при монтаже
Применяемость: автомобильная промышленность
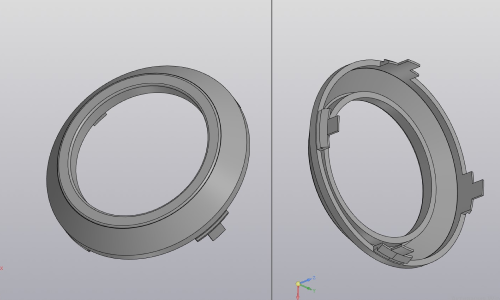
Формулировка проблемы: вследствие уф-старания произошла поломка данного элемента в блоке корпуса фары. Отдельно данный элемент не предоставлялся, логистика и сроки доставки делали дорогим этот ремонт.
Решение проблемы: нами было предложено изготовить этот элемент SBS-пластиком методом FDM-печати. Данный материал имеет хорошую гибкость при высокой прочности это важный критерий где используются элементы механического крепления на защелках, а так же возможность окраски данного элемента в требуемый цвет.
Результат работы: изготовлена рабочая деталь автомобиля в сжатый срок с невысокой стоимостью ремонта.


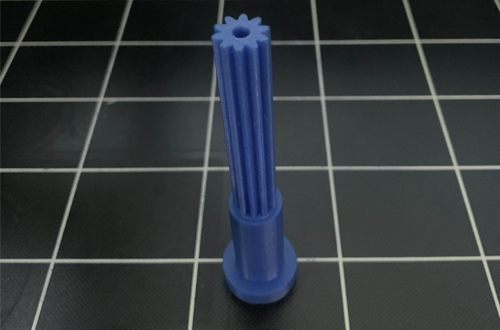
Материал: PETG-пластикc с армированным 10% углеродным волокном
Особенности изготовления: точность мелкомодульного соединения
Применяемость: приводная техника, редуктора
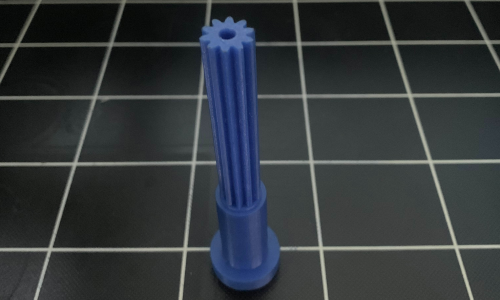
Формулировка проблемы: заказчикам была поставлена задача переработать механическую передачу в двухступенчатом редукторе спец привода, состоящего из мелкомодульного соединения импортного производства. Образец представлял комплект прямозубых шестерен, выполненных по классической технологии (механическая обработка и зубонарезка) из полиамидного материала. Запуск в производство 10 комплектов зубчатых шестерен был экономически дорог вследствие подготовки производства, оснащения инструмента, отладки.
Решение проблемы: был сделан перерасчет механических передач привода по ГОСТ 13755-2015,с поправкой на метод формообразования FDM-печать подобран материал заменитель.
Результат работы: изготовлен рабочий комплект зубчатых шестерен, уменьшена себестоимость изготовления в сравнении со стандартной технологией на 60%.